|
- L'usinage d'une pièce sur une machine outil impose un maintien en position
temporaire de la pièce sur la table de cette machine.
- Le nombre de manoeuvres est important et le temps nécessaire au serrage et au
desserage doit être aussi réduit que possible.
- Le maintien en position par bridage de la pièce sur la table succéde à la mise en
positionde la pièce par rapport à la table.
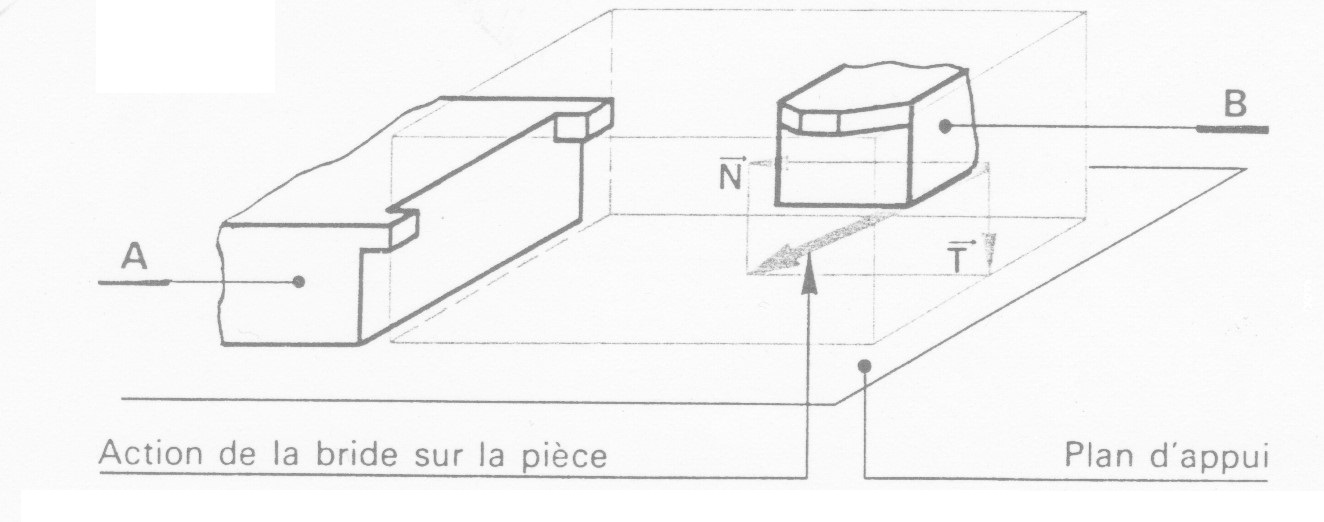
La mise en position doit élimioner six degrés de liberté.
# 3 sont éliminés par le plan d'appui sur la table
# deux sont éliminés par la pièce A
# un est éliminé par la pièce B.
- L'action de maintien, exercé par la bride sur la pièce, engendre deux efforts N et
T, normaus aux surfaces d'appui. Au moment du serrage, les efforts N et T
appliquent la pièce sur la table et sur les surfaces d'appui de la pièce A. L'appui sur
la pièce B est assuré, au moment du serrage, par une action de l'utilisateur.
L'effort de maintien doit être engendré par une unité autonome. On obtient ainsi les
avantage suivants:
- possibilité d'utiliser cette unité pour différentes applications.
- standardisation des matériels afin de réduire leur prix de revient.
Pour une fabrication en série, le temps nécessaire pour assurer le maintien en
position de la pièce, doit être aussi réduit que possible.
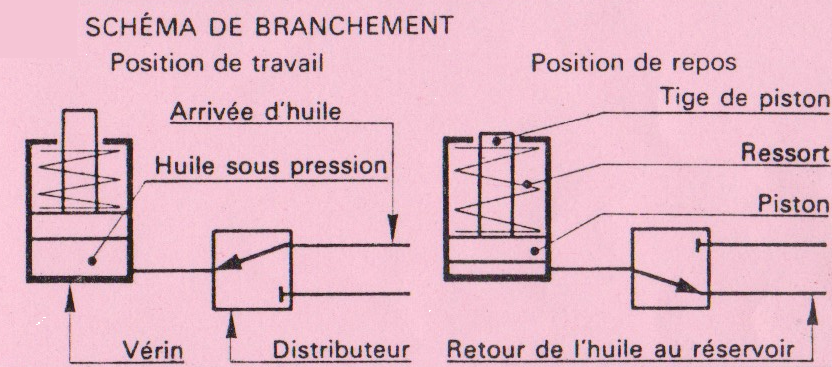
L'examen du schéma de branchement ci-dessous, permet de comprendre le
fonctionnement d'un vérin à simple effet.
A) Position de travail du distributeur.
Le distributeur laisse passer un débit d'huile qui commande la sortie de la tige de
piston.
B) Position de repos du distributeur.
Le distributeur coupe l'arrivée d'huile sous l'action du ressort, l'huile est évacuée du
vérin et retourne vers le réservoir. La tige du piston reprend sa position principale.
|